- HOME
- 製品紹介
- CDスタッドについて
- 各母材の操作方法
WELDING METHOD 各母材の溶接方法
各母材の溶接方法
凹凸のある母材、狭い場所、
常に同じ箇所に溶接するには
-

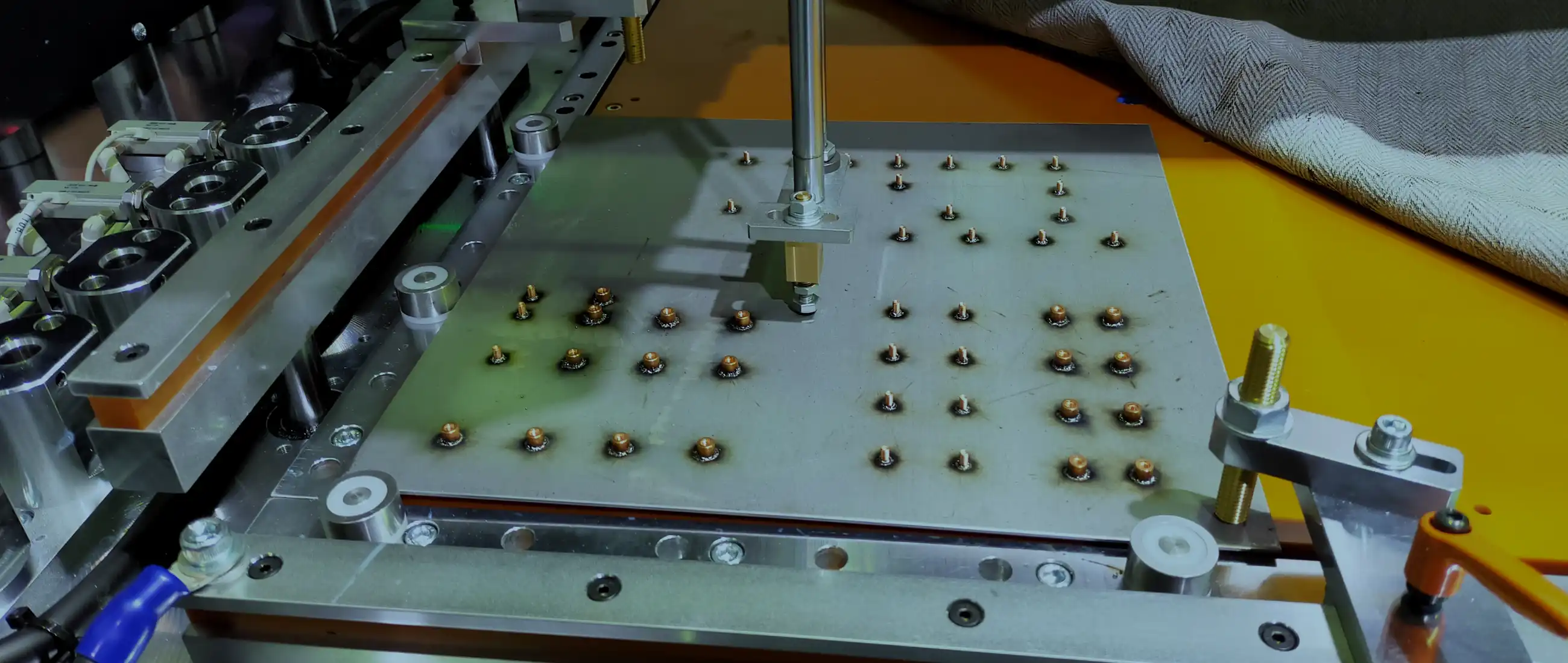
左のような凹みのある母材にボルトを溶接するにはスタッドガンをボール盤に取付けると簡単に溶接できます。
また、常に同じ箇所にボルトを打つ場合にもボール盤なら常に同じ場所に垂直に溶接することが可能です。 -

スタッドガンのガンキャップを外しΦ8の六角ボルトをナットで留めます。
-

スタッドガンにガンキャップを取付けます。凹みのある母材にはガンスタンドが邪魔になるので スタンドを取り外します。
-

スタッドガンをボール盤にセットすれば完了。加圧が必要なため、ボルトが母材に接触してから3mmほど沈むようにボール盤の高さを調整ください。オプションのフットスイッチを使えば、足で踏むだけで発射できるのでとても便利です。加圧されると同時に自動的にスイッチが入るオートスイッチも製作できます。
ボンデ鋼板、ペンタイト、亜鉛鋼板など
薄い皮膜のあるものに溶接するには
-
正極接続
 ・鉄(酸洗・磨き・黒皮)
・鉄(酸洗・磨き・黒皮)
・SUS304
・アルミ 他ガンとアースの接続を本体のカムロックと同じ色同士で接続するのが正極接続です。
-
逆極接続
 ・鉄(ボンデ鋼鈑)
・鉄(ボンデ鋼鈑)
・その他皮膜の薄いもの
・塗装面は薄くても溶接不可ガンとアースの接続を本体のカムロックの色違いに接続するのが逆極接続です。