- HOME
- 製品紹介
- CDスタッドについて
- CDスタッドとは
ABOUT CD STUD CDスタッドとは
CDスタッドとは
- CD
- Capacitor Dischargeの略で100Vもしくは200V電源から本体内のコンデンサに充電し、スタッドと母材の間で瞬間的に放電させて溶接する方式です。
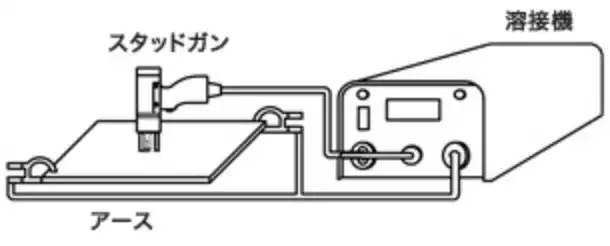
- CDスタッド溶接機
- スタッドと呼ばれる突起のついたボルトを鋼材に瞬間溶接する溶接機で、CDスタッド溶接機本体とスタッドガン、アース、電源ケーブルから構成されています。
CDスタッド溶接について
- 従来ボルトやナットを溶接する作業は熟練を要する手間のかかる仕事でしたが、CDスタッド溶接なら溶接ガンのスイッチを押すだけで簡単に溶接できます。
資格不要、下穴不要、補助材料もガスも不要、一瞬でボルトやフクロナットを溶接します。 - 鉄、ステンレス、アルミ、銅、黄銅など同種金属あるいは異種金属の溶接ができます。
- 1/1,000秒台で溶接が完了するため熱影響が少なく簿板の母材に最適です。
従来の手溶接のように焼けとり、サンダがけなどの後処理加工の手間がなく、クリンチングのように下穴を開ける必要が無いため、裏面の美観を損ねることもありません。 - 母材の片側で作業が完了するため、大きな母材、重たい母材でも持ち上げたり、ひっくり返す必要がありません。
- 溶接ガンは小型・軽量ポータブルタイプ。
上向き、下向き、横向きなど、あらゆる姿勢で作業ができます。
CDスタッド溶接適合表
日本フラッシュのCDスタッド溶接システムでは同種材質のみならず、異種材質でも溶接が可能です。
材質の組み合わせは下の表を参考に選定ください。
| 母材 | スタッドボルト | ||||
|---|---|---|---|---|---|
| 軟鋼 | SUS | アルミ | 銅 | チタニウム | |
| 軟鋼(酸洗い、ボンデ) | ○ | ○ | △ | ||
| 亜鉛鋼板、 ペンタイ |
○ | ○ | △ | ||
| ステンレス 304 |
○ | ○ | △ | ||
| アルミ | ○ | △ | |||
| 銅、真鍮 | △ | △ | |||
| チタニウム | △ | ○ | |||
- ※母材表面に塗装やメッキなどの表面処理を施しているものや、材質によっては不適合なものもございます。事前にご確認ください。
CDスタッドの溶接強度
| 母材材料 | スタッド材質 | スタッド径 | 引張強度 | せん断強度 | トルク |
|---|---|---|---|---|---|
| N | N・m | ||||
| 一般構造用 圧延鋼板 (t=6mm) |
冷間圧造用 炭素鋼線 |
M3 | 2,156 | 1,253 | 1.4 |
| M4 | 3,500 | 2,053 | 3.1 | ||
| M5 | 5,880 | 3,450 | 6.1 | ||
| M6 | 8,722 | 5,092 | 10.2 | ||
| M8 | 14,700 | 8,658 | 22.4 | ||
| M10 | 22,246 | 13,325 | 45.9 | ||
| 冷間圧延 ステンレス鋼板 (t=6mm) |
冷間圧造用 ステンレス鋼線 |
M3 | 3,038 | 1,899 | 2.3 |
| M4 | 5,586 | 3,419 | 4.7 | ||
| M5 | 9,310 | 5,651 | 9.2 | ||
| M6 | 13,230 | 7,909 | 16.3 | ||
| M8 | 22,030 | 14,394 | 38.8 | ||
| M10 | 33,320 | 22,371 | 86.7 | ||
| アルミ二ウム板 (t=6mm) |
アルミニウム線 純アルミ1000番台 |
M3 | 588 | 313 | 0.4 |
| M4 | 1,078 | 588 | 0.9 | ||
| M5 | 1,666 | 933 | 1.9 | ||
| M6 | 2,352 | 1,324 | 3.3 | ||
- ※上記強度はスタッドの軸部破断の値です。
- ※スタッドの強度はスタッドの材質、母材の材質のほか、条件により異なります。
- ※設計の際は必ず適切な安全率を考慮し、ご使用になられる母材で事前に溶接試験を行い、強度を確認してください。