各母材の溶接方法についてはこちらを参照ください。
- HOME
- 製品紹介
- CDスタッドについて
- CDスタッド溶接機操作方法
METHOD OF OPERATION CDスタッド溶接機操作方法
CDスタッド機操作方法
フラッシュスタッド溶接(CDスタッド溶接)はコンデンサーに蓄積した電気エネルギーをスタッドボルトに瞬間的に放電し溶着させます。
補助材料を一切必要とせず、スタッドボルトをガン先端のチャックに差込み母材の所定の場所に押し当ててスイッチを押すだけの簡単操作で溶接は完了します。

基本操作
スタッドガン先端部のセット/チャック・
六角ホルダー・ストッパーのセット
-

六角ホルダーにネジ式ストッパーをセットする
①オネジスタッドM3~6を溶接する場合はストッパーの先端が細い方を六角ホルダーのM8側からねじ込みます。
②オネジスタッドM8~12を溶接する場合はストッパーの先端が太い方を六角ホルダーのM8側からねじ込みます。
③フクロナット(メネジスタッド)を溶接する場合はストッパーの先端が太い方を六角ホルダーのM8側からねじ込み、フクロナット用キャップをストッパーの先端にねじ込みます。 -

チャックを六角ホルダーにセットする
チャックを六角ホルダーのM7側へねじ込みます。
-

ストッパーの調整をします
チャックに溶接するスタッドを差し込み、チャックの先端からスタッドの溶接 面までが約2mmとなるようにストッパーを調整し、ロックナットで緩まないようにロックします。
-

工具を使い、きっちり締めつけます
-

セットしたチャック・六角ホルダー・ストッパーをガンシャフトにねじ込みます
-

ボックスレンチを使ってしっかりとねじ込みます
締めすぎると折れてしまうのでご注意ください。六角ホルダーの締め付け強度は3N/mm、 破断強度は約6~7N/mm
-

加圧 ゲージをガンスタンドの上にのせて、加圧ゲージ上面とスタッド溶接面(突起の 根元の面)
が水平になるようにガンリングを回して調整します。 -

緩まないようにロックリングを締めつけてセット完了です
- ※ 六角ホルダーの締め付けトルクについて六角ホルダーの締め付け強度は3N/mmです。
- ※ 破断強度は約6~7Nmmです。
本体へのセット(スタッドガン・アース)
-

スタッドガン及びアースを本体に接続します。
スタッドガンのカムロックは赤色、アースは黒色と色分けされていますので
それぞれに挿入し左回しでロックします。 -

溝部を上にし挿入します。
-

反時計方向に回してロックされます。時々緩んでいないか確認してください。
-

スタッドガン、アースのカムロックをセットしたら、今度はスタッドガンのリモートをセットしてください。
-
セット完了
CDスタッド溶接方法
はじめに
最初に試し打ちを行います。
この作業はその後の作業に大きな影響を与えますので必ず行うようにしてください。
また、最初に試すボルトはM3のストレートのボルトを選択してください。
製品と同じ母材の端材を用意してください。
板厚が薄いと強度をかけた時に母材が曲がってしまい、きちんと溶接されているかどうか、判定が難しいので
テストはできるだけ板厚の厚いものでするほうが良いでしょう。
- ※黒皮の場合、表面が荒れているものは溶接性が悪い場合があります。
また、さび等が付着していると溶接不良の原因となるので、サンダーなどで母材表面を削る必要があります。
きれいな黒皮の場合でも黒皮を削ったほうが溶接性はよくなります。 - ※塗装面には溶接できないのでサンダーなどで塗装を削り落としてください。
溶接の仕方
-
母材を用意します
-
母材にアースをセットします
アースの取付け位置(溶接箇所から離れていること。
また、アース同士も離れていること。)
良 
可 
不可 -
スタッドガンを母材に押し付けます
母材表面はウエスなどで鉄粉、埃、油などをふき取ってください。
ウエスでふき取る 
三脚を母材に押し付ける -
ガンスイッチを押し溶接完了です
上に向かってまっすぐ引き抜いてください。

まっすぐ引き抜きます 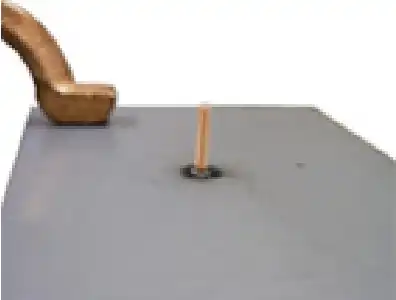
完了 -
強度試験をします
まず、目視にてスタッドボルトと母材の間に連続した隙間が無いか確認してください。
隙間が無ければ次へ。
隙間がある場合は調整を行ってもう一度試し打ちを行ってください。
プライヤーやペンチなどでスタッドボルトの根元までつかみ左右に傾けてボルトが折れるまで繰り返します。



スタッドボルトが折れたらあと10本くらい溶接し同じように強度試験を繰り返します。
すべてボルトで折れたら設定完了です。ボルトのサイズが変ったときは、電圧の調整で溶接ができます。

