
- HOME
- よくあるご質問・コラム
- 溶接不良の原因




02 加圧が適正でない
適正電圧で溶接したにもかかわらず溶接不良となった場合、加圧が適正でないことが考えられます。

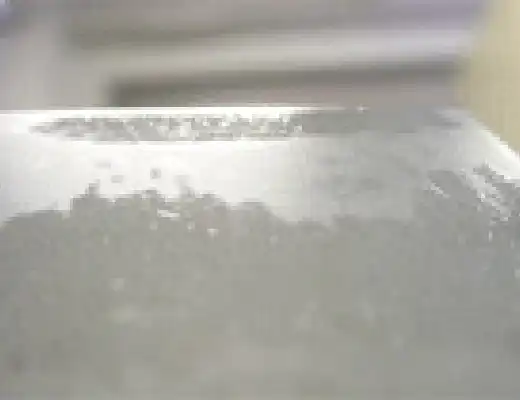
左の写真を良く見ますと外れた面がキラリと光っています。
このような外れ方は加圧が適正でない場合に見られます。他には母材に不純物が多い場合、ガンシャフトの動きがスムーズで無いなどの原因が考えられます。
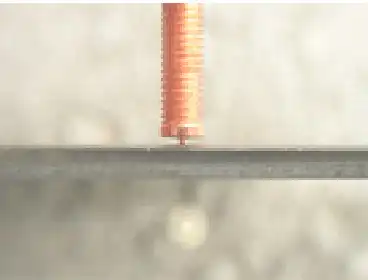
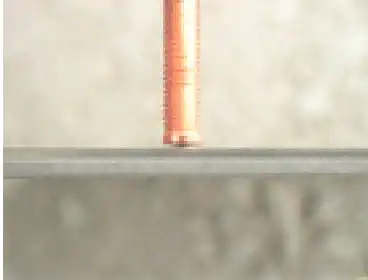
左の溶接不良を適正加圧でないと判断した場合ガンキャップを外し、中の加圧ねじを若干強くする必要があります。しかし加圧を強くしたからといって必ず溶接がうまくいくとは限りません。
逆に母材によっては加圧を弱くしたほうが溶着できる場合もあります。
当社では通常納品時に指導を行い調整と説明を行っておりますので特に調整の必要はありませんが何らかの原因で溶接不良が発生した場合には調整の必要があります。













08 アースの取付け位置が悪い
さい径のスタッドボルトを溶接するときにはさほど影響は無いように見えます。しかし、SUS、アルミを溶接する際には磁気吹きという現象で溶接不良となることがありますので、基本操作を参考にアース位置を検討してください。